OMEGA Program Project
When I first started at Bosal, I was assigned to be the Materials Coordinator for a program that was six months away from the start of production. At this time, all of the equipment was in place and we were just starting to run the first production trial parts through the line. Plans had been partially developed for how the materials would be delivered to and transferred through the line. Due to the large number of parts used in each subassembly, the use of kitting carts was planned but the prototypes were in very early stages.
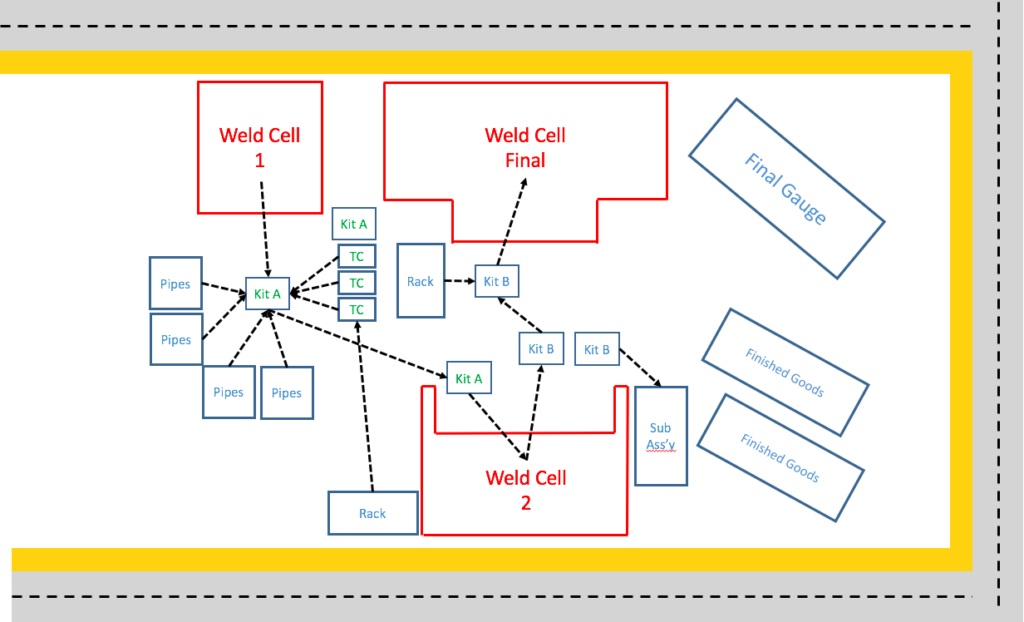 This is a simplified layout of the cell showing how material needed to flow. The dashed lines show where the aisles are.
This is a simplified layout of the cell showing how material needed to flow. The dashed lines show where the aisles are.
Aisle-to-line Transfer Carts
Due to size of weld cells and limitations on factory floor availability, line layout created difficulties delivering material. Trolley aisles were located far from where the weld cells were loaded. It is undesirable for either material handlers to bring individual totes to a supermarket located in the middle of the cell or for the operator to walk to the aisle to get a new tote every time they need one. This solution allowed the operator to bring four totes at a time from the supermarket to the point where the kitting carts would be loaded.
![]() On the diagram, these cart are represent by the blue TC rectangle.
On the diagram, these cart are represent by the blue TC rectangle.
Weld Cell 2 Kitting Carts (Kit A)
This operation makes 3 subassemblies made from 5, 5, and 7 components respectively. These components are large and the operation was simplified by introducing a kitting cart.

Final Weld Cell Kitting Carts (Kit B)
This particular operation required adding 19 individual components to 3 main subassemblies to create the finished product. Having the operator walk back and forth to a rack many times not only takes too long but is significantly more stress on the operator’s body. This is the solution that I designed and built.
 The three subassemblies created from the previous operation are shown in the center of the cart. Care was taken in the design so that no recently welded joints would be touching the plastic and to hold the mufflers such that they took up the least amount of floor space possible.
The three subassemblies created from the previous operation are shown in the center of the cart. Care was taken in the design so that no recently welded joints would be touching the plastic and to hold the mufflers such that they took up the least amount of floor space possible.
 This board holds the 19 individual components that are added to the three subassemblies.
This board holds the 19 individual components that are added to the three subassemblies.
 Strong magnets were used to hold the stainless steel components to the board. The parts stay on the board through rough jostling, yet are easily removed by the operator.
Strong magnets were used to hold the stainless steel components to the board. The parts stay on the board through rough jostling, yet are easily removed by the operator.
Several months after creating the cart, I got an email from the corporate Manufacturing Excellence Manager asking for pictures of the cart. He was very intrigued with my idea and preferred it to the commonly used foam cutout shadow-board style equipment for handling a task like this. I am still extremely proud that I was able to impress someone with his expertise and knowledge with my idea.
 Our Belgian counter parts called kitting carts kuru-kurus…I’m am still not sure why.
Our Belgian counter parts called kitting carts kuru-kurus…I’m am still not sure why.
Weld Cell 2 Subassembly Carts
Due to troubles with the final weld cell and a major increase in cycle time compared to what was planned, Weld Cell 2 produced parts much faster than the final. Originally, these parts were being banked in the best reusable container we had in house, a large steel box. This was not ideal because the parts still hung over the edge and the containers could not be stacked making them extremely cumbersome. This led to operators working slower because there was no where to put the parts. I designed a rack that could efficiently hold the subassemblies. After measuring the difference in cycle time between weld cell 2 and the final weld cell, I calculated that we could easily fill 5 of these racks throughout the first 4 days of the week which would cover an entire shift of the final weld cell so we only had to bring in people to operate the final weld cell, gauge, and a repair welder on Fridays.

Letter of Recommendation
The program manager for this product family was essentially my boss. He really appreciated my work and wrote me this letter of recommendation:
Letter of Rec for DB-signed