
This is the turbocharger assembly cell at the end of the second week of training after adding many improvements. Features shown: Reconfigurable worktops with adjustable height made using 80/20, material flow racks, kanban cards, RFID part scanners, fixture to allow access to model specific parts, suspended power tools for ergonomics, Haas CNC Lathe, Hurco CNC Mill.
The Workshop
The workshop takes place over the course of two weeks. University of Michigan students were hired as engineering technicians to act as factory operators. On the off weeks, if we had already been trained in the exercises that would be during that time slot, we were educated on the exercises that went on during the other time slots. Effectively, every student that worked there received the same, if not more intimate, training that the actual participants received. Here is a promotional video that was made for the workshop.
Day 1
On the first day, the factory has been set up in the most inefficient possible arrangement. Assemblers have to walk a long distance to get pieces for every assembly. There are extra tools laying on the tables and the 3 assemblers are all assembling in a different sequence. The bandsaw that feeds parts to the lathe is halfway across the factory and is not equipped with hard stops to control cut length or swing open movement. There is a pallet of junk in the middle of the floor with a broom leaning against it. The participates take notes and then go back into the classroom to discuss what they saw and ideas to improve. They then come back out on the floor and implement the changes. This sets the course for the rest of the two weeks.
Example Exercises Throughout Weeks
Problem Solving
Sixteen turbochargers were sent back from the customer for having a variety of different problems. Teams study the components of the disassembled units and find that the 2 different types of bearing and shaft sets are being mixed up. After constructing a fishbone diagram and 5-why’s, the teams conclude that the root cause is that both sets of parts are available to the operator at the line. Eventually the participants are coaxed into developing a solution that involves setting the subassembly into a fixture that detects particular features and automatically opens the corresponding door to the correct set of parts.
Job Instruction Training
In the classroom, participates are taught job instruction training methodology. The method is as follows:
Step 1: Prepare Team Member – Put the team member at ease, state the job, find out what the team member already knows about the job, get the team member interested in learning the job, and put the team member in the correct position.
Step 2: Present the Operation – Tell, show, and illustrate each major step, key points, and reason in a clear, complete, and patient manner.
Step 3: Tryout Performance – Have the team member do the job once silently and correct any mistakes. Then have the team member do the job again but this time state the major steps, key points, and reason that were presented in the Step 2.
Step 4: Follow Up – Tell team member you are going to leave them alone and designate to whom to go to for help. Check back frequently, encourage questions, and finally taper off follow-up.
The participants are then trained in one of the jobs by a student worker using this method. Then, roles are reversed and the participant trains the student worker. During the tryout performance, the student worker gives the participant as hard of a time as possible to highlight any mistakes that may have been made during the training.
 This is me training an Oakland University Industrial Engineering Master’s student on part of the turbocharger assembly process during a special session we provided for them.
This is me training an Oakland University Industrial Engineering Master’s student on part of the turbocharger assembly process during a special session we provided for them.
Kanban
While the assembly cell produces turbochargers, participants walk around with the material handler that is walking along the designated route with a cart. The route takes the following path:
- To the cell to collect empty and deliver full bins
- To purchasing to report empty bins collected
- To the supermarket to get purchased components
- To the lathe to collect shafts and bearings and deliver production ordering kanban cards
- To the CNC mill to deliver uncut bearings and pick up cut bearings
- And back to the cell in a continuous fashion
Value Added Time
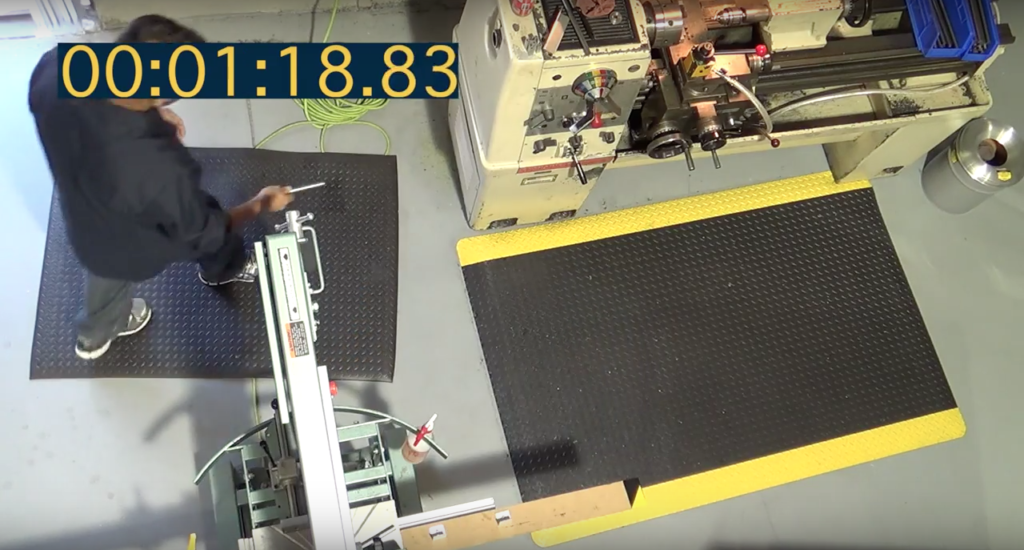
A student worker presents an overhead recording of themselves performing a combined bandsaw and lathe operation. The operation is purposely performed in an inefficient manner. The video is stopped between every smallest distinguishable step in the operation. The participants list the steps and the corresponding time and then decide if the step is value-added time or waste. They then discuss how to re order the operation or add minor improvements to decrease waste. The improvements are made on the floor and an operator is trained in the new standard work. The participants then time the new operation to realize the increase in efficiency.
SMED
The Haas lathe needs to be changed over in order to run shafts or bearings due to a difference in stock diameter. This change over includes a spindle liner, collet, changing stock, setting height of stock feed, changing program. Originally, one technician performs the change over and is walking back and forth to get the spindle liner, collet, and stock and using a rudimentary tool to unscrew the collet. The improvements include bringing in another technician for the changeover, a labelled cart to stage everything before the changeover happens, and a crank handled collet tool.
Kitting
The participants are split into teams and tasked with assembling one of our flat top movable worktops. They are given conventional drawings, materials to build several worktops, and an entire set of wrenches. Every time, there was some struggle and rework involved. They are then tasked with assembling one of the our movable workspaces that has tall vertical legs on one side for attachments. This time they are only provided the exact parts they need, in order, separated by step. They are also provided an instruction manual, which I produced myself, that breaks down the operation into 20 steps and shows the assembly being built in CAD, complete with exploded views, leading dashes, and parts lists similar to a LEGO manual. With these improvements, there is little to no struggle and they are able to build the more complicated worktop in significantly less time.